��Ʒ���
230ϵ�г�/ϳ/������ɣ����ܳ���PD230/E��NO��24 004����ϳ/�긽��PF230��NO��24 104����ɡ�
����ͼ��(��Сͼ����ͼ��

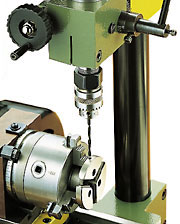
�� �������֣����ܳ���PD230/E
��Ʒ��ţ�24 004��

����ת�ٴ�100��3000rpm��ȫ�װ�����ͷ������IJ��ּ������飨���ڳ�Բ������ϵͳ�����仯�ģ��ɰ�װ����������ڳ������ϡ��֡���ͭ�����Ʋ��ϡ��䱸�Զ��������������豸�����ּ�ͷ��������Լ����ڳ�Բ�Ķ����顣���ڲ�֡���Բ�˺ͳ�Բ���ڶ�ѡװ�����ɽ���ס�ϳĥ�����۲���һһʵ�֡�
�������ݣ�
���ļ��230mm�������ھ�104mm����������г�60mm������������8x8mm�ij��������ᴩ��10.5mm(ת������ͷ�����ת�����ƫ��0.01mm)����MT1�ף����ͣ������о�������С��������豸�ɳ�������Ҫ�����Ƽ�ࣺ0.5-0.625-0.7-0.75-0.8-1.0-1.25-1.5mm�����ƣ�������ת��Ϊ300��900��3000rpm���Զ�����������Ϊ0.05��0.1mm/Ȧ��β�������30mm����MT1�ף����ͣ���������220-240V,50Hz��140W���빦��/60W������ʣ���˫�����С�3צ��ͷ�ɼп���2-35mm������צ�ɼп���24-68mm���Ĺ������������ֽ���Ϊ1mm/Ȧ��ÿȦ�ֳ�40���̶ȣ�ÿ�̶�Ϊ0.025mm.
����ԼΪ10kg������ߴ�ԼΪ530x250x150mm��
��Ʒ���������ü��������š�PD230/EרΪ�����������û��������ġ�����ﵽһ��������ѵ�Ļ�еʦ���߱��������̶ȱ�ɲ���PD230/E��
| 1�� |
|
| 2�� |
|
| 3�� |
|
| 4�� |
|
| 5�� |
|
| 6�� |
|
| 7�� |
|
| 8�� |
|
| 9�� |
|
| 10 |
|
��������ѡ�丽����
|

|
������צ��ͷ |
���ڲ��ԳƵĹ���
��צ�ɶ������ڣ��Ӷ��н����Գƹ�������Բ�� �����Ρ������ι�����ǯצ��˫��ģ��Ҿ���Ӳ���������н�����Ϊ80mm�����������ֶ����� |
��� 24 030 |
|

|
Ͳ��ϵͳ
|
�������ͬ�Ķ�Ҫ��Ĺ�������3צ��ͷ�õöࡣ����Ͳ��������ĸ�� |
��� 24 042 |
|

|
Ͳ��
|
Ͳ����ֱ��Ϊ2.0,2.5,3.0,4.0,5.0,6.0,8.0��10mm����Ͳ��ϵͳ24040һ��ʹ�á� |
��Ͳ��ϵͳΪһ�� |
|

|
������ |
���������ת����Ҫ��Ĺ���������һ����2��MT1�̶�����MT1��һ���K�ļС� |
��� 24 070 |
|

|
�̶��� |
�ڳ��������Ĺ���ʱ���ã�����������40mm��Ҳ����β�ܶ��Ķ���������ʱʹ�á�
|
��� 24 080
|
|

|
�뾶�������� |
����PD230��PD400���ɲ���װ�ڵ����ϣ���װ���ݺỬ���ϡ����ڳ�������״�����ϡ��֣�����������1mm������ɫ���������ϡ���ʵ�ְ뾶��������3/4���壨��32mm�����ɲ���8x8mm������
|
|
|
|
��ͷ��ͷ |
�н����ȴ�10mm��������MT1��,����β�ܡ�
|
��� 24 020 |
|
|
���� |
���еĸ��������ϵ¹��������������ɸ���������HSS ���ٸ��Ƴɣ���Ԥĥ����ɵ��������ǵ�ľ�а�װ��1��5����
ÿ����������ֳ������������������ҳ�����
8 x 8 x 80 mm
|
��� 24 530 |
|


|
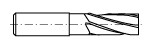
3�������������� |
�����Ƴ����������Ƴ�������ĥΪ60�ȣ����ƣ���ͨ�����Ƴ�����ľ�а�װ��
6 x 8 x 80 mm |
��� 24 540 |
|
|
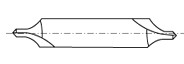
���������������ͷ |
HSS ���ٸ֣�DIN333��A�ͣ�60�ȡ�ȫ�׳ߴ�Ϊ2.0/2.5��3.15mm�� |
��� 24 630 |

|
PF230ϳ/�괲��������ͼ������ͷ����̨��������������
��Ʒ��ţ�24 104
|
|
| |